
Prototip Honders-Brahit astrografa pozira na EQ-6 montaži. Astrograf ima otvor od 160 mm i žarišnu daljinu od 410 mm (F/2,6). Centralno zasjenjenje je minimalno 65 mm (kamera, u ovom slučaju ASI290MC je nešto "deblja"). Specifičnost ovog astrografa je da se kamera montira direktno ispred prednje leće, iako je moguće (uz malo veće centralno zasjenjenje) napraviti i Newton verziju. Zašto ova vrsta optike? privukla me je činjenica da su sve plohe ovog instrumenta sferne, pa ih je lakše izraditi od asfera.

Sam dizajn našao sam u ovoj malo poznatoj knjizi o Shupmann-ovim teleskopima (ISBN-13: 978-0-943396-59-0). Ovaj, danas relativno nepoznati tip teleskopa, koristi se trikom koji mu omogućava da postigne akromatizam uz upotrebu samo jedne vrste stakla. No da, svi već znamo da je nemoguće napraviti akromatsku leću od iste vrste stakla (barem sa pozitivnom žarišnom daljinom), pa je očito da je ovdje u igri neki drugi trik. A taj je da je jedna leća u sistemu zapravo tzv. mangin-ova leća. Takva leća je kombinacija leće i zrcala i obično se izvodi tako da je druga ploha leće zrcalna (posrebrena ili aluminizirana). Svjetlo u takvu leću ulazi, odbija se od zrcalnog sloja na drugoj plohi leće i vraća se natrag. Time se, uz ostalo, kromatska pogreška leće povećava dva puta (svjetlo dva puta prolazi kroz leću). Ako je takva leća negativna, to omogućava akromatsku kombinaciju sa prvom lećom uz konačnu i pozitivnu žarišnu daljinu. Dodat ću još samo da je kod nekih dizajna mangin-ova leća izvedena kao kombinacija obične negativne leće i udubljenog zrcala.
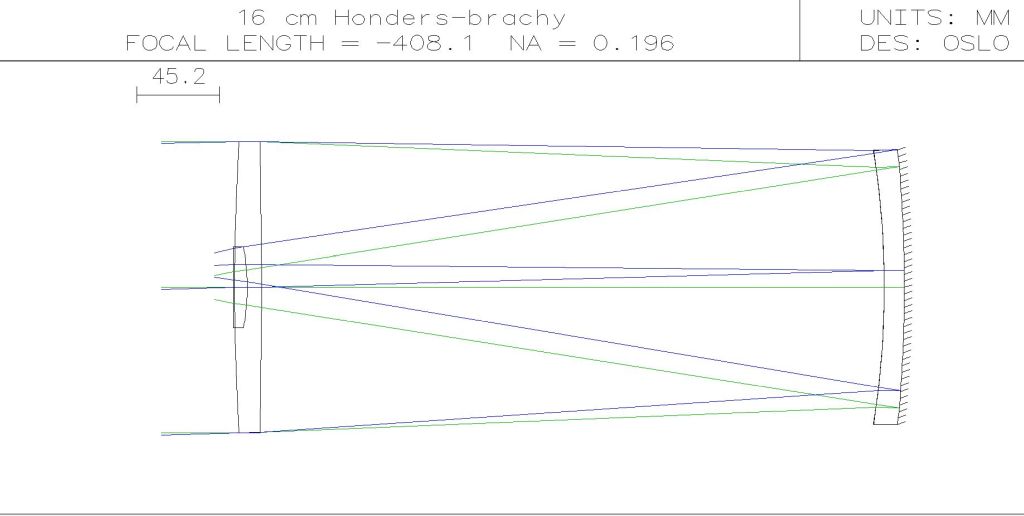
Evo kako izgleda presjek ovog astrografa. Svjetlo dolazi sa lijeve strane, prolazi kroz prvu, blago pozitivnu leću pa pada na mangin-ovu leću koja ga vraća natrag prema prvoj leći. U sredini prve leće nalazi se rupa u kojoj je smještena treća leća, također pozitivna ali puno manjeg promjera, koja korigira preostale aberacije i zakrivljenost vidnog polja. Žarišna ravnina nalazi se oko 40 mm iza nje. Promjer potpuno osvjetljene slike je oko 22 mm što je dovoljno za manje astronomske kamere.

Tzv. spot dijagrami pokazuju teoretske performanse astrografa. Iako su rađeni pomoću geometrijske optike, dosta dobro mogu prikazati stvarnu sitaciju, pogotovo kada su spot dijagrami veći od teoretske ogibne slike. Ako su manji, govore nam da je sa gledišta geometrijske optike instrument savršen, tj. "diffraction limited", no ovdje to nije slučaj. Mjerilo u donjem lijevom kutu dijagrama predstavlja 0,04 mm odn. 40 mikrometara.
Ukratko, ovi dijagrami pokazuju da se radi o potencijalno jako kvalitetnom instrumentu: korekcija boje je gotovo savršena, slika je ravna a sam spot (zamislite ga kao sliku slabe zvijezde) je pravilan, na osi velik 5-6 mikrometara a i na samom rubu vidnog polja nije znatno veći od 10. No to je teorija, opis instrumenta koji ima savršene plohe i oblikom i polumjerima zakrivljenosti. Vidjet ćete kasnije koliko sam se tom idealu mogao približiti. Za nestrpljive, nije ispalo loše, ali moglo bi biti i znatno bolje. Razloge za to polako ću opisivati kroz nastavak ovog teksta.
Idemo sad u detalje: prva leća je pozitivna, bikonveksna leća. Prvi polumjer zakrivljenosti (onaj prema nebu) je 1516 mm, a drugi 3090 mm (pazite, ako to ubacujete u neki program za optički dizajn, on je negativan!). Debljina leće je 12 mm a staklo BK-7 ili slično.
Tjeme druge (mangin-ove) leće je 347,5 mm iza tjemena prve leće. Ova je leća negativna, sa prednjim polumjerom od 477 mm i zadnjim od 783 mm. Debljina leće (u sredini) je isto 12 mm, a materijal isti kao za prvu leću, BK-7. Ova leća ima oblik meniska i za njenu izradu je potrebno staklo minimalne debljine od 22 mm.
Nakon što svjetlo uđe u mangin-ovu leću i vrati se natrag prema prvoj leći, prolazi kroz rupu u njenom središtu. Pri vrhu te rupe (prema nebu) se nalazi treća, i posljednja, leća sistema, sa udaljenošću od 354 mm od tjemena mangin-ove leće. I ova leća je bikonveksna, sa prvim polumjerom (onim okrenutim prema mangin-ovoj leći) od 118,1 mm i drugim od 3047 mm. Leća je u sredini debela 6 mm i min. promjera od 45 mm. Disk od 8 mm BK-7 stakla dovoljan je za njenu zradu. Žarišna ravnina nalazi se 43,1 mm iza treće leće.
U dizajnu je korišteno standardno optičko staklo BK-7. Za velike leće potrebni su diskovi promjera oko 170 mm i debljine barem 13 za prvu, odnosno 22 za drugu (mangin) leću. Mala leća je puno manja pa je bilo koji disk promjera 50-55 mm i debljine 8-10 mm dobar. Naravno, i taj bi trebao biti BK-7.
Jako je teško nabaviti diskove po mjeri u količini jedan ili dva komada, a i cijena je znatno viša od one koju sam bio spreman platiti za njih. Ugrubo, za iste novce može se nabaviti rabljeni 200 mm F/2 SC ili slično. No, ovdje poanta nije u novcu nego u pitanju (ili ponosu) da li mogu primitivnim ručnim metodama izraditi nešto takvog u kučnoj radinosti.
Radi cijene, i činjenice da sam u podrumu imao nekoliko prikladnih komada prozorskog stakla debljine 18 mm, izbor je pao na njega. Današnje prozorsko staklo je po optičkim svojstvima blizu BK-7, a i prilično je homogeno pa se često koristi za kučne projekte ili jeftinu industrijsku proizvodnju. Mnogi korektori SC teleskopa, posebno onih prvih, rađeni su upravo od prozorskog stakla. Naravno, u serijskoj proizvodnji se očigledno radio probir diskova i oni nehomogeni ili previše napregnuti su bili odbačeni, ali ja tu opciju nisam imao, stakla je bilo taman za prirediti potrebne diskove. Kako sam riješio problem nedostajućih 4 mm debljine (za mangin teoretski treba disk debljine 22 mm, a ja sam imao 18) će biti otkriveno nešto kasnije.

Staklo koje sam imao bilo je u pravokutnim komadima, trebalo je dakle izrezati okrugle diskove na neki način. Koristio sam se klasičnom metodom izrezivanja metalnom krunom (doslovno šuplja cijev tanke stijenke) koja se okreće u stupnoj bušilici. Između krune i stakla stalno se ubacuje grubi brusni prah (do sada sam koristio sve gruboće od #40 do #100, ovisno o tome što mi je bilo pri ruci), i on polagano urezuje okrugli kanal u staklo. Stupna bušilica je bitna radi stabilnosti. Ovo je moguće napraviti i ručnim rezanjem, tj. ručnim okretanjem krune, ali to ide znatno sporije, a stupnu bušilicu imam. Za usporedbu, sa bušilicom sam postizao brzine rezanja od 4-10 mm na sat, a sa ručnom krunom 2-5. Grublji brusni prah reže nešto brže, ali uz znatno veće oštečivanje ruba diska. Kad sam rezao ove diskove, nisam imao grublji prah, pa sam koristio karborundum finoće #100.
E sad, na gornjoj slici vidite kako sam pokušao rezati te diskove. Kruna je golema, na samoj granici onog što sam mogao izvesti sa priborom pri ruci. Staklo je fiksirano na stol bušilice, ali od njega odvojeno komadom starog linoleuma. Linoleum štiti stol bušilice od oštečivanja, ali i stako od loma, jer staklo i metal se ne vole. U direktnom kontaktu mala pogeška u pritezanju stakla na podlogu dovodi do loma stakla. Najmanja brzina bušilice je 370 o/min, nažalost previše za krunu ove veličine (kruna izrezuje disk promjera oko 174 mm, i rupu u staklu oko 180...). Stijenka krune stanjena je na oko 2 mm debljine i njen vrh je običnom turpijom svaka 2-3 cm zarezan da se dobiju utori koji će bolje povlačiti brusni prah sa sobom. Alternativno se kruna može jednostavno zarezivati pilom, fumkcionira jednako dobro.
Prvi disk bio je prava katastrofa. Mali drhtaj ruke koji je proizveo prevelik pritisak krune na staklo doveo je do velikih vibracija i teškog loma ruba diska. Ovaj nije za leću, ali je "spašen" kao alat za brušenje jedne od potrebnih ploha. Srećom taman sam imao još dovoljno stakla za nastavak...

Iako sam ranije uz veliku pažnju uspio izrezati disk ili dva od 10 mm stakla sa ovom krunom, ovdje je bilo očito da je rizik prevelik. Brzinu bušilice trebalo je smanjiti. Na gornjoj slici vidite rješenje: stavljanje je veće remenice na osovinu vratila je nepraktično, jer bi ona morala biti iznad samog kučišta (postojeća remenica je maksimalnog promjera koji još stane u kučište), što osim nepraktičnosti izaziva i opasnost da vas remenica ili remen ako izleti ili pukne ozbiljno ozlijedi. Rješenje je zapravo bilo jednostavno: skinuo sam remenicu motora, a remen zamijenio komadom plastičnog užeta svezanog u čvor. Uže je elastično, pa ako se napravi nekoliko cm kraće od potrebnog opsega, može se nategnuti na remenicu s jedne, i osovinu motora s druge strane, tako da može s dovoljno snage okretati krunu. Ovo ima i dodatnu prednost: ako pretjerate pritiskom na krunu, uže jednostavno počne proklizavati i kruna stane, smanjujući tako rizik od većeg oštećenja stakla. Čvor na užetu ne smeta, dovoljno je malen da prolazi preko osovine/remenice bez problema.
Tako sam dobio manju brzinu, oko 200 o/min i rezanje je išlo puno lakše. Trošio sam oko 2 sata po disku, uz stalno dodavanje brusnog praha i povremeno čišćenje utora u staklu i ruba krune. Kruna se isto polako troši, pa je povremeno (za svaki disk otprilike) trebalo popraviti utore na njenom rubu. I uže se isto polako trošilo, pa sam ga u cijelom procesu rezanja (5 diskova za razne namjene) jednom zamijeno.

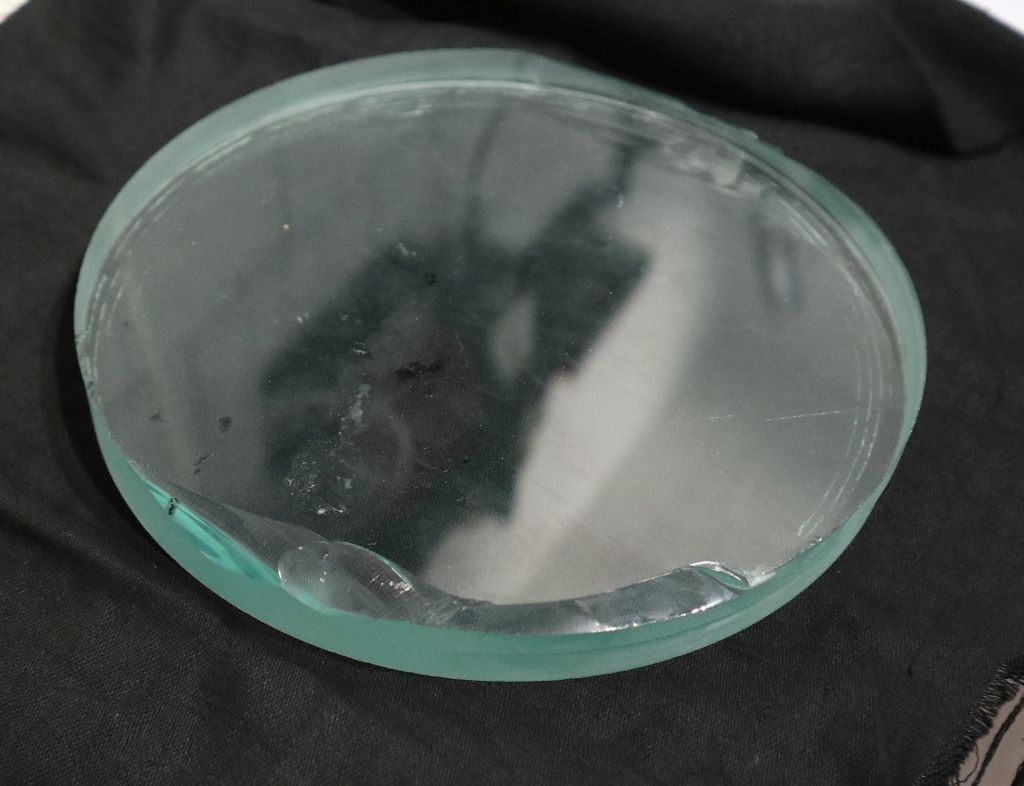
Izrezani disk sada izgleda puno bolje. Donja strana malo je zagrebana jer kod izlaska krune na dnu stakla se disk zaglavi u kruni i zavrti s njom. Kako ga i tako treba brusiti, ne smeta, a može se izbjeći tako da se na dno stakla zalijepi plastična tapeta ili sl. Rub diska kod ovakvog rezanja izlazi malo konično, s izbočinom na donjem rubu. Standardna metoda da se to smanji je da se na donju plohu stakla zalijepi još jedan komad tanjeg stakla pa se reže i kroz njega. Ja sam taj rub kasnije uklonio brušenjem, bilo mi je jednostavnije nego lijepiti veliki komad stakla na veliki komad stakla.

Mašina za brušenje nije neophodna, ali pomaže kod izrade ovako velikih leća. Moja je izrađena od nosača i osovine bubnja stare vešmašine i nekog starog motora sa reduktorom. Konačna brzina je oko 95 o/min. Okvir je složen od onoga što je bilo pri ruci: L-profili za metalne stelaže čine osnovu konstrukcije, police su od otpadnog drveta. Motor je originalno bio trofazni, snage 200 W, kasnije sam ga presložio na jednu fazu, naravno oko upola manje snage, ali još uvijek dovoljno za rad.

Gornja ploča je od iverice prevučene tvrdim slojem koja je svoj prvi život proživjela kao kuhinjski ormar. Lavor u sredini prikuplja brusni prah i blato nastalo brušenjem. Alati za brušenje (ili nosači diskova) se montiraju na navoj na osovini. Nisam mudrovao, kopirao sam sistem koji je na IRBu imala profesionalna mašina za brušenje: navoj M20 sa širokim ravnim dosjedom na dnu.

Mašina u akciji. Alat za brušenje (dolje) je u ovom slučaju stakleni disk, a leća koja se brusi je gore (gornja ploha je zaštićena samoljepljivom tapetom). Kod brušenja alat rotira a leća se po njemu pomiće rukom. Nije mi se išlo komplicirati i raditi automatsko pomicanje leće, ionako stalno treba biti uz mašinu i dodavati brusni prah.

Uh, pojurili smo previše naprijed. Izrezanim diskovima prvo je trebalo srediti rub. To se može napraviti ručno, komadom brusne ploče ili sl., ali to traje dugo i zamorno je. Ja sam to riješio ovako: na osovinu stroja za brušenje je stavljen produžetak sa ravnom pločom na kraju. Tu je bitno da je gornja ploha te ploče okomita na os rotacije, što sam riješio polaganjem tankih listića pod vijke koji ju drže na produžetku. Metalna folija, ili čak i papir sasvim dobro služe za to. Kad je to jednom postignuto, cijeli sklop ne treba više dirati. Čak i kad se skine i ponovno vrati, okomitost je sačuvana. Na gornju ploču sam stavio okrugli komad gume, da povećam trenje između ploče i staklenog diska koji leži na njemu. Laganim pomicanjem diska amo-tamo, uz često paljenje i gašenje mašine, dovede se rub diska u koncentričnost sa osi rotacije. Par desetinki mm tu ne smeta, ali bolje je da ne bude više, da se ne pokvari kružni oblik diska.
Kad je to postignuto, disk se optereti utegom (ovdje ca 10 kg olova, protuuteg od mojeg starog teleskopa) i uz rub diska se lagano prisloni komad brusne ploče. Opruga osigurava silu pritiska ali i omogučava kompenzaciju malih neravnina. Stroj se upali, rub se povremeno malo ovlaži štrcaljkom i stroj se pusti da obavi svoje. Za oko pola sata, do dva sata, ovisno o stanju ruba, dobije se okrugli disk bez koničnosti i onog neugodnog istaknutog ruba koji je zaostao od rezanja. Tu ne treba biti perfekcionist, mala koničnost diska je nebitna, važnije je da ne ispadne jajast. Moji su ispali okrugli na jednu do dvije desetinke milimetra.

Ista priča, sa brusnom pločom pod 45 stupnjeva za petnaestak minuta riješi i fazetu, i nakon toga je disk spreman za brušenje.
Pitate se zašto, kad je uzet gotov recept iz literature? Zato što je potrebno barem ugrubo pratiti što se događa kad se kod izrade malo pogriješi u nekom polumjeru zakrivljenosti, ili debljini leće. Kako i koliko će to utjecati na krajnje performanse instrumenta? Moderni programi za optički dizajn imaju i mogućnost da automatski analiziraju cijeli sistem i daju nam tolerencije unutar kojih trebaju biti pojedini parametri sistema da ne bi došlo do bitnih promjena njegovog ponašanja. Nažalost, besplatni programi to uglavnom nemaju, barem ne OSLO EDU koji ja koristim. Svejedno, i ova besplatna verzija vrlo je moćna, može optimirati sistem i pokazati sve moguće i nemoguće grafičke prikaze njegovog ponašanja. Tu su nam najbitniji (i najrazumljiviji) grafički prikazi presjeka cijelog sistema, i tzv. spot dijagrami, odnosno predviđanje kako će izgledati slika neke zvijezde u određenoj točki žarišne ravnine.
Spot dijagram (i veliki dio ostalih analiza sustava) program stvara tako da kroz ulazni otvor sistema šalje mnoštvo paralelnih zraka svjetla i proračunava gdje će one završiti u žarišnoj ravnini sistema. Ovaj je proračun, unutar postavki geometrijske optike, egzaktan. Napredniji programi uzimaju u obzir i valnu prirodu svjetla, ali za većinu praktičnih primjena koje nas zanimaju to je nebitno. Jedino što se dešava kad se spot dijagram smanjuje ispod veličine ogibnog diska je da se veličina stvarne slike više ne smanjuje nego prelazi u ogibnu sliku. To nam ukazuje da je sistem praktički savršen.
Čak i kad je spot dijagram veći, može se dogoditi da je stvarna slika bolja od njega, jer spot dijagram loše ili nikako prikazuje raspodjelu svjetline unutar njega. Ako rub spot dijagrama tvori samo nekoliko zraka, u praksi će on biti slab ili nevidljiv. Sjetite se kako su na većini astrofografija slabe zvijezde lijepe male točkice, a vrlo sjajne se često pretvore u nepravilne monstrume. Ove druge imaju dovoljno svjetla da pokažu i te nesretne rubne zrake i njihov utjecaj na sliku zvijezde.
Kod fotografskih objektiva, pa i astrografa, slike zvijezda često su znatno veće od ogibne granice. Tu se pazi na to da one budu simetrične, i koliko je to moguće, jednake po cijelom vidnom polju. Koma i astigmatizam su glavni neprijatelji i nitko ih ne želi vidjeti...
Vratimo se na naše praktične probleme. Analizu tolerancija moguće je napraviti i "ručno", tako da se jedan parametar (recimo polumjer zakrivljenosti) malo promijeni, napravi se analiza sistema i pogleda koliko se slika pokvarila. Uostalom, u poćecima računalne optike tako smo i radili, nije bilo automatske analize tolerancija... Takav je postupak međutim spor i dosadan, pa ja lijenčina to ovaj puta nisam radio. Vjerovao sam (možda i točno) da će glavni problem biti točnost izrade pojedinih ploha (odstupanje od sfere), a da ću geometrijske parametre uspjeti savladati.
Pročitao sam podosta knjiga i članaka o geometrijskoj optici i amaterskom (pa i profesionalnom) brušenju leća i zrcala, i neke skrivene činjenice sam uspio pohvatati. Recimo, pokazuje se da većina optičkih sistema ima jednu ili dvije kritične plohe, na čije promjene je cijeli sistem jako osjetljiv. U onoj opskurnoj knjizi za ovaj astrograf ukazano je na zadnju plohu mangin korektora kao na kritičnu. Jasno, reklo bi se, cijeli mangin je zapravo kritičan dio jer svjetlo prolazi kroz njega dva puta. Dodatno, dok je kod loma greška valne fronte oko pola veličine neravnine stakla, kod refleksije je dva puta veća. Piše skoro u svakoj knjizi o ATMu. ALI: to vrijedi za refleksiju na zrcalu, kad svjetlo dolazi iz zraka i odbija se natrag u njega. Kod mangin korektora refleksija se dešava u staklu. Staklo zbog indeksa loma smanjuje valnu duljinu svjetla, pa je refleksiona ploha još osjetljivija, za obično staklo (indeks loma oko 1,5) je greška oko tri puta veća od greške refleksione plohe! To sam shvatio slučajno, čitajući neku staru knjigu o problemima praktične optike. Huh, sad mi je jasno zašto su jeftini zrcalni teleobjektivi toliko očajno loši (većina modernih nije maksutovog tipa, nego ima manginovo zrcalo i slići na honders brahit, osim što ima i cassegrain sekundarno a obično i korektor vidnog polja iza...).
OK, ustanovio sam kritični element/plohu. No što dalje? Pa, umjesto da se slijepo idu sve plohe napraviti najbolje što se može po receptu, tu se lijepo može koristiti princip skaliranja uz dodatnu optimizaciju. Što to znači? Ja sam recimo prvo napravio udubljenu plohu mangin korektora (druga po redu po kritičnosti, ali iz praktičnih razloga bolje ju je raditi prvu) i izmjerio joj polumjer što sam točnije mogao. On je naravno malo drugačiji od onog iz recepta. Onda sam izračunao koliki je faktor razlike (podijeli se pravi polumjer sa onim iz teoretskog recepta) pa sam sa tim faktorom pomnožio sve geometrijske dimenzije sistema. Svi programi za optički dizajn imaju tu opciju, obično pod nazivom "skaliranje". Tako sam dobio novi dizajn, malo različit od originalnog. Ovaj izrađeni polumjer se fiksira, a ostali parametri se provuku kroz automatsku optimizaciju. Iz nje se uzme debljina i drugi polumjer mangin-ove leće, i ona se izradi u skladu s time. Opet se mjeri, optimira, već izrađeni polumjeri i debljine leća se fiksiraju, pa se ponovno optimiraju preostale veličine sistema. Sve do zadnje plohe, kad u zadnjoj optimizaciji mijenjamo samo posljednji radius zakrivljenosti koji još nismo izraditi.
Prije nego što se vratim na opis izrade leća, još samo ovo: literatura o Brahit teleskopima se uglavnom slaže oko toga da je korektor najkritičniji element, prednja leća i mala korekciona leća imaju puno opuštenije tolerancije. To posebno vrijedi za malu leću, jer je snop koji prolazi kroz nju manjeg promjera od njenog otvora (mora biti veća radi fizičke veličine slike u žarišnoj ravnini), pa se tu greške plohe manje pokazuju. S druge strane prva leća i mangin korektor su u punom otvoru i treba dosta paziti da njihove plohe budu pravilne sfere.
Za razliku od zrcala, gdje je potrebno izraditi jednu preciznu plohu, kod leće moramo izraditi dvije, i one moraju biti usklađene, tj. središta im moraju biti na istoj osi koja mora prolaziti okomito kroz središte leće. Debljina leće također ima određenu ulogu u optičkom ponašanju leće, pa se mora kontrolirati, a leća ne smije imati klin (rubna debljina mora joj biti ista po cijelom obodu), u suprotnom klin djeluje kao tanka prizma ugrađena u leću i razvlaći sliku zvijezde (i svega drugog) u nmaleni spektar,
Zvuči komplicirano, zar ne? Pa, složenije je od izrade zrcala za Newton-ov teleskop, ali uz malo pažnje i prakse, nije nesavladivi problem. ¨No, moramo imati neki naćin da izmjerimo prije navedene parametre leće, kako bi ih u toku brušenja mogli kontrolirati i po potrebi, popraviti. Krenimo dakle!

Kod brušenja se polumjer zakrivljenosti mjeri sferometrom. Ima ih nekoliko vrsta, a ja najčešće koristim sferometar sa čašicom. Radi se o okrugloj metalnoj čašici čiji rub definira polumjer mjerenja (nutarnji za ispupčene i vanjski za udubljene plohe) i u čijoj sredini se nalazi neka mjerna sprava. To može biti obični vijak (i sa običnim vijkom M6 bez problema možete očitati 1/100 mm), mjerna ura kao na ovoj slici, ili čak i pomična mjerka koja ima mogućnost mjerenja udubina. Čašica može biti od bilo čega, ali bolje da je od tvrdog metala, i lako se izradi tokarenjem. Profesionalne čašice su kaljene i fino brušene jer je oštar, dobro definiran rub bitan za toćnost mjerenja. Ja taj luksuz nemam, pa sam pažljivo na ravnoj ploči samo fino pobrusio rub. Promjer čašice lako se uz dovoljnu točnost izmjeri pomićnom mjerkom. Zbog razno-raznih faktora mjerenje dubine sa točnošću većom od nekoliko mikrometara je vrlo složeno, a nama je i točnost od 1/100 mm sasvim dovoljna. Što je čašica veća, mjerenje je naravno točnije, a ja obično koristim čašicu koja je u promjeru 80-90% promjera same plohe, ako imam tako veliku.

U ovoj izvedbi sferometra rub čašice je najveći izvor netočnosti, i brzo se kvari struganjem po staklu kod mjerenja. Zato sam od čašice izradio tzv. sferometar sa kuglicama. Prvo sam na prednoj plohi ruba istokario mali kanal u koji sam pod međusobnim kutem od oko 120 stupnjeva zalijepio tri kuglice iz nekog ležaja za bicikl, jer se te najlakše nabave. Kuglice promjera 3-6 mm sasvim su ok, a kad se izližu (da, i one se troše) jednostavno se uklone i zalijepe nove. Za mjerenje je sad potreban točan promjer kruga na kojem se kuglice nalaze i promjer samih kuglica, no oba se podatka lako odrede pažljivim mjerenjem. Na gornjoj slici vidite moju naveću čašicu, okrenutu naopačke da se vide kuglice. Mjerna ura je izvađena, pa se ne vidi na ovoj slici. Ako je tokarenje kanala problem, mogu se umjesto toga zabušiti male rupice ili čak i samo točkalom označiti mjesta gdje će biti kuglice. To osigurava da se za vrijeme dok se ljepilo stvrdnjava kuglice ne pomaknu.
Osim točnih podataka o samom sferometru (promjer kruga na kojem su kuglice i njihov promjer do na jednu ili dvije desetinke mm), moramo imati neki način za određivanje nule mjerenja, tj. očitanja koje bi dala ravna ploha. Ja sam za tu svrhu izradio standardnu ravnu plohu, koja se dobije tako da se dva diska bruse jedan na drugom finim brusnim prahom (recimo #600) uz stalne izmjene položaja diskova. Kad vam mjerna ura na oba dade isto očitanje, obje su plohe dovoljno ravne. Tu se ne traži optička kvaliteta, točnost od 1-2 mikrometra je dovoljna, što nije problem dobiti gore opisanom metodom. Ja sam svoju standardnu plohu izradio od 200 mm diska od 18 mm stakla, a samu plohu sam završio finim brušenjem sa #1000. Ona već godinama služi kao referentna ploha za moje sferometre.
Prije svakog mjerenja, sferometar se stavi na ravnu plohu i zabilježi se očitanje. Ono se već i sa promjenom temperature u prostoriji malo mijenja. Kod mjerenja ostavite sferometar da slobodno leži na plohi koja se mjeri. Već i mali dodir deformira sferometar i mijenja očitanja. Ne vjerujete? Probajte i uvjerite se sami. Profesionalne čašice su zato jako masivne, ali onda imate problem da nad osjetljivim staklom baratate sa ciglom željeza! Kad se zabilježi nula, sferometar se stavi na plohu koja se mjeri, očita se dubina plohe (od očitanja na plohi odbijete očitanje nule!), pa se uz pomoć formule za dubinu sferne plohe izračuna njen polumjer zakrivljenosti. Ako to ponovite nekoliko puta, primijetiti ćete da se mjerenja često razlikuju za nekoliko mikrometara (ako ih možete očitati). To je normalno i dolazi od finih neravnina na staklu (udubine od brušenja), promjene položaja (i s time vezane defromacije sferometra), pa i zazora među zupčanicima mjerne ure. Dakle, pokušaj mjerenja točnijeg od oko 1/100 mm nije jednostavan. Uz to, ne nosi zapravo neku veću korist, a točnost od 1/100 mm je, ako je čašica dovoljno velika, i više nego dovoljna za pouzdano određivanje polumjera zakrivljenosti..
Kao što sam već napomenuo, kod leće je nužno da obje njene plohe budu centrirane, sa tjemenima na zajedničkoj osi koja je okomita na samu leću, i koja prolazi kroz njenu sredinu. Geometrijski je to postignuto kad je tzv. rubna debljina leće ista u svim točkama njenog oboda. U stvarnosti leća uvijek ima neku fazetu (malo zakošenje uz rub koje olakšava brušenje/poliranje i spriječava lomjenje komadića stakla uz rub leće, pa se to mjerenje radi par mm unutar fizičkog ruba, na pravilno izrađenim plohama leće. Tolerancije na promjene rubne debljine su stroge i mjere se u stotinkama milimetra. S druge strane, pažljivim radom za vrijeme finog brušenja može se rubna debljina po cijelom obodu lako izjednaćiti i ispod ove tolerancije, ali za to ju je prije toga potrebno moći točno izmjeriti.
Kod diskova sa ravnim plohama, npr. diskovima zrcala, mjerenje rubne debljine nije nikakav problem i može se odraditi pomičnom mjerkom. Ionako su kod zrcala tolerancije puno opuštenije jer svjetlo ne prolazi kroz materijal zrcala. Klin veći od nekoliko desetinki mm se izbjegava jer kod brušenja može izazvati astignatizam zrcala, posebno ako je disk tanak. Kod gotovih diskova, ili diskova izrezanih iz prozorskog stakla, čak i onog starijeg, klin je vrlo mali i za zrcala se potpuno može zanemariti.
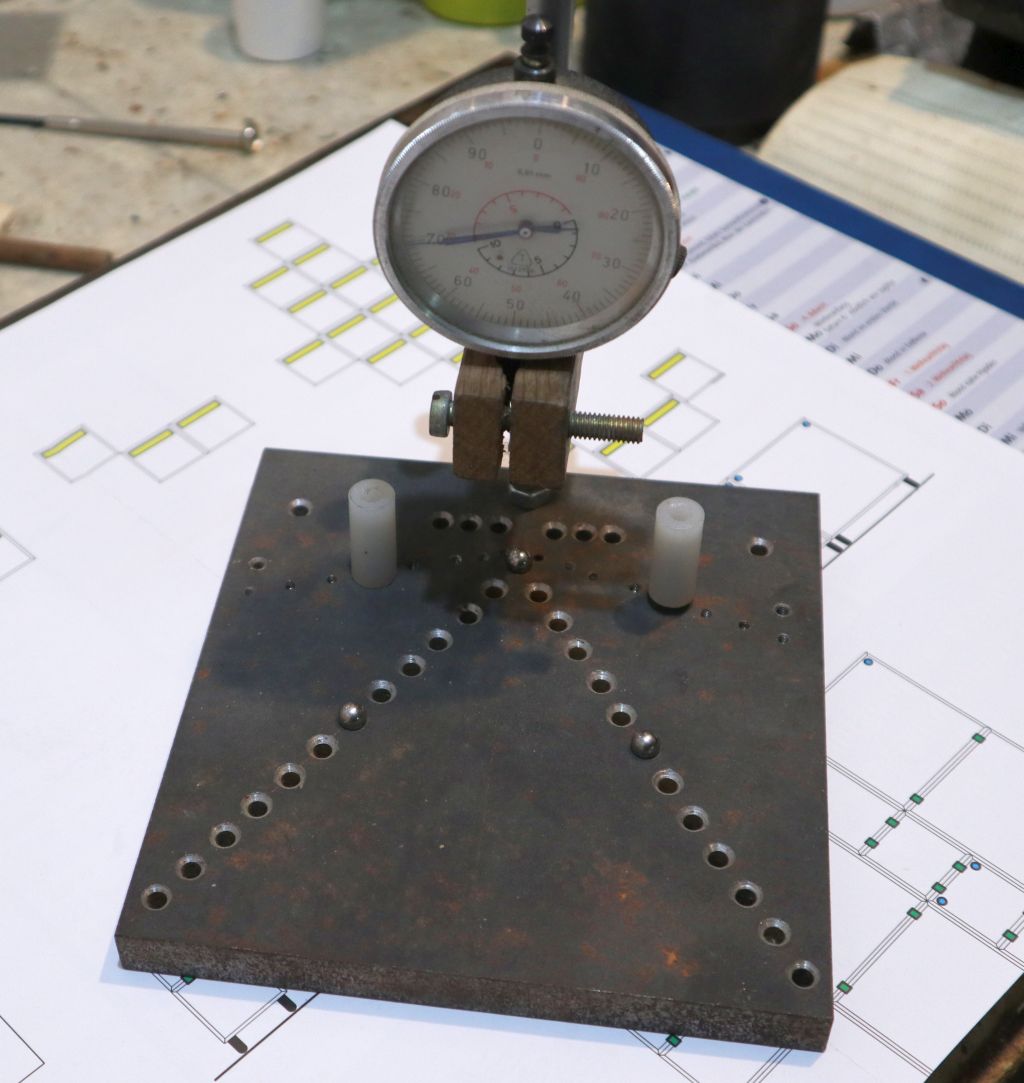
Kod leća trebamo neki naćin da definiramo točnu udaljenost mjerne točke od ruba leće jer u protivnom dolazi do razlika u mjerenjima koje ćemo krivo interpetirati kao promjene u stvarnoj rubnoj debljini. U tu svrhu uglavnom se koristi sprava slična onoj na gornjoj slici, koju sam sastavio od priručnog materijala, a može se izvesti i jednostavnije.
Bitno je da je donja ploča čvrsta, dakle deblji komad metalne ili kamene (može i staklene) ploče. Uočit ćete na njoj niz rupa koje tvore slovo "V". Rupa u vrhu nalazi se točno ispod mjesta na kojem će ticalo mjerne ure dirati gornju plohu leće. U nju se stavlja metalna kuglica na kojoj će leća ležati. Druge dvije kuglice stavljaju se u krakove slova "V" tako da su ispod leće, blizu njenog ruba. Te tri kuglice definiraju ravninu u kojoj leži leća za vrijeme mjerenja. Ako koristite staklenu i li kamenu ploču, kuglice jednostavno zalijepite na njihovo mjesto epoksidnim ljepilom.
Da se leća ne bi pomicala amo-tamo po kuglicama, položaj njenog ruba fiksiraju dva stupića, sa svake strane mjerne ure po jedan. Oni su metalni, na navoj, i na njih je navućena plastična cjevćica da zaštiti rub leće od struganja po njima. Držač mjerne ure je improviziran od tvrdog drveta i nosača usađenog u donju ploču po kojem se mjerna ura može pomicati gore-dolje. Kod mene je on 8 mm u promjeru, ali bi bilo bolje da je bar 10 ili 12. Uzmite što imate.

Kod mjerenja se leća stavi na tri kuglice na donjoj ploći i lagano pritisne prema dva stupića koji ju fiksiraju na njenom mjestu. Mjerna ura lagano se spusti sve dok njeno ticalo ne dotakne gornju plohu leće, njen nosač se fiksira pritezanjem odgovarajučeg vijka da ne bi kod mjerenja prokliznuo. Ne dodirujući mjernu uru sad očitajte debljinu s nje. Mjerenje na ovaj način je relativno, ali to nam je dovoljno jer nas stvarna rubna debljina ne zanima previše, bitne su nam samo njene promjene. Želimo li ipak znati stvarnu debljinu, očitajmo mjernu uru bez leće, dakle kad ticalo mjerne ure dodiruje donju kuglicu. Razlika dva očitanja je debljina leće na tom mjestu, ali ne zaboravite da se mjerna točka nalazi malo unutar leće a ne na samom njenom rubu. Sam rub ima fazetu, i nemoguće je točno izmjeriti njegovu debljinu. U optici se zato gotovo isključivo koristi tzv. centralna ili središnja debljina leće, dakle njena debljina u samoj sredini leće.
Dobra je ideja označiti na rubu leće početnu točku od koje ćemo mjeriti. Sad možemo lagano podići ticalo mjerne ure, leću zaokrenuti za oko 45 stupnjeva i ponoviti mjerenje. Tako ćemo na kraju dobiti podatke o rubnoj debljini u 8 položaja leće. Razlika najvećeg i najmanjeg mjerenja je ono što nas zanima: koliki je "klin" u našoj leći. Klin se ispravlja tako da se jedna ploha (ona na kojoj trenutno radimo naravno) brusi tako da je jaće pritišćemo na alat na mjestu gdje je rubna debljina najveća. Brusimo nekoliko minuta, provjerimo opet rubnu debljinu i nastavimo dok je ne smanjimo. Kod velikih leća koje sam radio za ovaj astrograf, počeo sam mjeriti i popravljati rubnu debljinu već kod grubog brušenja (#100 karborundum), ali tu su promjene dosta brze i teško je dobiti rubnu debljinu jednaku na manje od par stotinki mm. Zato sam završne popravke radio sa brusnim prahom #220 i #400. Finiji brusni prahovi pak praktički ne mijenjaju ništa, a prije opisana tehnika lokalnog pritiska samo može pokvariti plohu. Na kraju su rubne debljine obje leće po cijelom obodu bile iste unutar 1-2 stotinke milimetra, bolje ne treba.

Bez obzira na svu pažnju, i kuglice i stupići prilično se brzo oštećuju. Kuglice možemo lagano zakrenuti, da u kontakt s lećom dođu novi dijelovi njihovih površina, a stupiće obično treba popraviti ili zamijeniti. Tu je plastična navlaka u prednosti jer ju samo skinemo i stavimo novu. Gore vidite kako izgleda mjedeni stupić nakon nekoliko stotina mjerenja velikog (410 mm) diska za zrcalo. Odavno zreo za zamjenu...
Samo još jedna napomena: bitno je da je disk od kojeg se izrađuje leća okrugao, bez većih neravnina na njegovom rubu. Eliptični disk prirodno ima različite rubne debjine na "užim" i "širim" dijelovima. Rub koji je neravan, napravit će iste probleme. Srećom, postupkom brušenja ruba opisanim ranije relativno brzo se rub dovede u red, a to se može napraviti i ručno, uz malo više potrošenog vremena. Krajnji rezultat je rub okrugao na nekoliko desetinki milimetra, što je na promjeru od 174 mm i više nego dovoljno točno.

Centralna debljina također je bitan parametar jer i o njoj ovisi ponašanje sistema, ali tu su tolerancije opuštenije, jedna do dvije desetinke milimetra je i više nego dovoljno točno. Mjerenje centralne debljine je zato jednostavnije, ovdje vidite kako to ja radim: mjerna letva (sferometar u mom slučaju, kuglice ga odaju) podignut je na dva stupića, leća se podvuće ispod i uz malo micanja amo-tamo nađe se središte leće. Ono je tamo gdje je ona najdeblja (najtanja za konkavne plohe). Centralna debljina razlika je očitanja sa i bez leće. Ako leća ima jednu udubljenu plohu, ona se okrene prema gore, a ako je bikonkavna, mora se mjeriti u oba položaja, i malo računati... Da se leća ne ošteti kod namještanja, ispod nje je karton, a nogica mjerne ure je plastična. Isto mjerenje može se odraditi i pomićnom mjerkom.
Ova leća je konkavno-konveksna (prednja ploha je udubljena, zadnja ispupčena), pa iako je zadnja ploha ona najkritičnija, odlučio sam prvo riješiti prednju. Svatko, tko je ikad probao sam izbrusiti zrcalo zna i zašto: udubljene plohe, posebno sferne, lako se i vrlo točno mogu testirati foucalt-ovim uređajem. Uz to, kod brušenja konveksne plohe, leća će biti oslonjena na svoj rub i stajat će stabilno na podlozi. Kad stoji na ispupčenoj plohi, "njiše" se oko tjemena, i mora se za nju izraditi posebni prihvat da se to izbjegne. O tome kod izrade prednje leće.
Vrijeme je i za otkrivanje tajne nedovoljne debljine diska: Za izradu ove leće u punom promjeru potrebna je debljina stakla od oko 22 mm, moj disk je bio samo 18 mm debeo. Malo analize u OSLO EDU programu pokazalo je da prednja leća malo fokusira ulazno svjetlo, pa je stvarno potreban promjer udubljene plohe oko 2 cm manji od otvora prve leće. I to omogućava da se izvućem sa nešto tanjim diskom.
Kako je prva ploha ove leće relativno malog polumjera, nisam koristio klasični pristup "kopanja" brušenjem na drugom disku (ili ravnom alatu) sve dok se ne dobije potrebna udubina. Naime kod ove metode postoji realna opasnost da se do trenutka postizanja potrebne dubine u sredini (ovdje malo više od 7,3 mm za promjer udubljene plohe od 155 mm) potroši i nešto rubnog materijala što bi dovelo do daljnjeg stanjivanja već ionako pretankog diska. Profesionalci danas dijamantnim alatima naprave potrebne zakrivljenosti i onda ih samo dotjeraju finim brušenjem. Prije toga brusilo se na metalnim alatima (kalotama) koje su unaprijed imale izređene potrebne polumjere. Kod brušenja stakla na takvoj kaloti, staklo se puno brže troši pa se kalota može opetovano koristiti, uz povrenemo popravljanje polumjera zakrivljenosti. Ja sam se odlučio za ovaj pristup jer metalnu kalotu mogu tokarenjem izraditi prilično precizno, za razliku od betonske za koju moram priremati precizni kalup za lijevanje, pa na nju još lijepiti komade stakla ili keramike. Dodatno staklene ili keramičke kalote brže se troše i teže je održavati željeni polumjer zakrivljenosti. Za kalote se najčešće koristi lijevano željezo ili mjed, no kako nisam imao dovoljno velike komade od tih metala, uzeo sam aluminijski disk kojeg sam imao u krami. Disk je lijevan davno, od aluminija loše kvalitete, i nije baš nešto za izradu preciznih dijelova, ali za kalotu će poslužiti. Kod brušenja se troši brže od prije spomenutog željeza ili mjedi, ali kako sam trebao izraditi samo jednu plohu, to nije bilo toliko važno.

Nemam pribor za tokarenje kalota tako velikog polumjera zakrivljenosti (dosta ga je teško napraviti za ispupćene kalote), pa sam išao metodom koncetričnih diskova. Kod toga se odabere debljina pojedinog diska, recimo 0,5 mm pa se računaju promjeri diskova koji, složeni jedan na drugog od ruba do sredine otprilike opisuju kuglinu plohu potrebnog polumjera zakrivljenosti. Mali excell program riješi taj račun u sekundi, a stepenice koje tvore rubovi pojedinih diskova brzo se izbruse i prevedu u kuglinu plohu. To se lijepo vidi i na gornjoj slici, sredina se već potpuno izbrusila, a na rubovima su samo još tragovi stepenica.
Istom metodom ponekad radim i lijevane betonske alate. Diskove u tom slučaju režem iz kartona debljine oko 0,5-1 mm, ovisno o tome što nađem u papirnatom otpadu kojeg svatko od nas ima i previše. Diskovi se međusobno zalijepe sa malo ljepila za papir, stave na dno kalupa za lijevanje i zaštite plastičnom folijom (stara vrećica ili sl. je savršena za to). Preko svega se nalije beton i ostavi da se osuši. Na kraju se na beton nalijepe komadići stakla, sve deblje od 5 mm je OK, a po potrebi se mogu zalijepiti nove ploćice, ako se prve potroše do kraja.
Kod brušenja je metalna kalota u stroju, a leća se rukom pomiće po njoj. Kao i kod ručnog brušenja, promjena oblika poteza i mjesta gdje središte leće prelazi preko alata može se utjecati na promjene polumjera zakrivljenosti. No u prvoj fazi težište je na izradi potrebne udubine u staklu.

Kako je kalota ispupčena, leća se počne brusiti od sredine prema rubu. Tu treba paziti na koncentričnost sa donjom plohom diska, inaće ćemo u leću ugraditi klin koji djeluje kao prizma i zvijezde u slici će biti razvučene u kratke spektre. To ne smijemo dozvoliti, pa se mora paziti na koncentričnost. U ovoj fazi dovoljno je mjeriti širinu neizbrušenog ruba diska. Ako je ona na nekom mjestu veća, to znaći da je središte naše plohe odmaknuto od središta prema suprotnom rubu diska. To se popravlja tako da se leća kod brušenja ne rotira, a rukama se odozgo prtiska na mjesto gdje je niezbrušeni prsten najširi. To treba raditi s oprezom jer promjene mogu biti brze. Nakon toga (u ovoj fazi dovoljno je postići da je širina rubnog prstena svugdje jednaka do na milimetar ili dva) nastavi se brusiti normalno, dakle uz česte rotacije diska i promjene pokreta. Brušenje sam počeo sa karborundumom gruboče 100. 80 bi bilo bolje, ali ga nisam imao. Još grublji prah bi brže iskopao udubinu ali i ostavio jako grubu plohu koja se onda poslije mora ufiniti brušenjem sa finijim prahovima (barem #100), pa nije od veće koristi. Sve u svemu za iskapanje ove plohe do promjera od 150 mm trebalo mi je oko 6 sati rada.
U tom trenutku sam zaključio da bi trebalo barem grubo izbrusiti i drugu plohu diska, da bi se rubna debljina mogla točnije mjeriti. Ova druga ploha manginove leće je ona tzv. kritična ploha, pa sam zato za nju odlučio izraditi stakleni alat za brušenje. glavni razlog leži u tome da sam od njega kasnije napravio tzv. test plohu za drugu plohu leće. Naime, druga ploha leće je ispupčena i ne može se jednostavno testirati. U takvim slučajevima često se izradi udubljena ploha koja joj odgovara, a koja se vrlo precizno može testirati foucalt-ovim testom. To je tzv. test ploha (neki puta se zove i ploča iz očitih razloga) kojom se pomoću interferencije (Newtonovi kolobari) onda provjerava ispupćena ploha leće.

Ova ploha ima veći polumjer zakrivljenosti (783 mm) pa sam odlučio brušenje započeti na staklu. Za test ploču sam uzeo jedan lošiji disk od istog stakla, a za alat za brušenje sam na neku staru kalotu malo većeg promjera zalijepio pločice od 10 mm stakla, koje sam napravio od komadića koje uvijek čuvam za to. Potrebne dimenzije zarežem kotačićem za staklo, ispod "crte" stavim komadić žice (3-4 mm u promjeru je ok) i obje strane stakla lagano pritisnem malom prešicom, a može se koristiti i alat za lomljenje keramičkih pločica. Obavezno treba nositi zaštitne naočale i rukavice, kao zaštitu od komadića stakla koji kod lomljenja mogu letjeti okolo.
Prvo sam na jednom disku sa već ravnom plohom sa finijim prahom (karborundum #220) poravnao zadnju stranu diska, onda krenuo sa #100 brusiti prednju. Uz bočne poteze dobio sam potrebnu zakrivljenost za oko tri sata brušenja. Sad slijedi nikad završena priča: temeljito čišćenje i fino brušenje. Da uštedim malo na vremenu paralelno sam brusio prednju i zadnju stranu test ploče i udubljenu plohu leće, sve naravno uz kontrole polumjera zakrivljenosti i rubne debljine. I jedna i druga može završiti nakon praha finoće #600, jer su tada promjene već jako male. Inaće sam koristio seriju prahova #220 (karbroundum) pa onda korund #320, #600, #1000 i 9 mikrometara.
Nakon toga sam ispolirao zadnju (ravnu) plohu test ploče. Ona treba biti samo približno ravna i prozirna da bi se kroz nju mogli vidjeti newton-ovi kolobari kod testranja zadnje plohe leće. Zatim sam ispolirao samu test-plohu, naravno uz provjere foucalt-ovim testom, pa prednju (udubljenu plohu leće) i na kraju zadnju plohu leće, uz testiranje newton-ovim kolobarima. Za tu svrhu imam kutiju sa natrijevom žaruljom koja daje monokromatsko svjetlo. Testiranje monokromatskim svjetlom mnogo je lakše od testirnja bijelim svjetlom jer je kontrast kolobara puno veći. Ako nemate monokromatsku žarulju, pomaže i mali trik: izvor svjetla može biti bilo kakva žarulja, a kolobari se gledaju kroz neki prikladni interferencijski filter. OIII je idealan za to, a može biti i mali jer je dosta gledati i jednim okom (ili slikati kamerom!)

Matricu za poliranje izradio sam jednostavnim nalijevanjem smole na alat za brušenje, zajedno sa stakalcima na njemu. Kod strojnog rada matrica je bez uobičajenih kanala, a mali kanalići povremeno se izrađuju oštrim predmetom (kod mene stari odvijač izbrušen u oštru špicu) kojim se dodirne matrica koja za to vrijeme rotira. Vješti optičar samim rasporedom tih kanalića popravlja i prilagođava plohu, gledao sam kako se to radi, ali nisam toliko vješt. Ja sam korekcije radio kao i kod ručnog brušenja promjenom pokreta dok sam disk ručno pomicao preko alata. Alat je uglavnom bio dolje, na stroju za brušenje, jer je tako lakše izbjeći deformacije zrcala koje mogu nastati kad ga se pričvrsti na neki držač na stroju. Naime da se sprijeći rotacija zrcala na držaču, ono se obično zalijepi smolom za nega, a to je dosta složeno, dugotrajno i vrlo vjerovatni uzrok deformacija zrcala/leće nakon što se odlijepi. Zaostale defekte u velikoj mjeri pripisujem toj metodi rada, jer se pokazalo da je jako teško dobro ispolirati rub leće dok je ona gore, a matrica za poliranje dolje, na stroju za brušenje.
Sve u svemu, izrada ove leće i dodatne test plohe za nju je uzela lavovski dio vremena koji sam potrošio na izradu optike za ovaj astrograf. U prekidima naravno, otišlo je skoro godinu dana samo na nju. Ostale dvije leće išle su znatno brže!

Prednja leća je blago pozitivna leća žarišne daljine od oko 1950 mm. Obje plohe su joj ispupćene, relativno velikih polumjera zakrivljenosti (1516 i 3090 mm) pa sam brusio na staklenim alatima. Kako je leća prilično velika, zakrivljenosti sam "iskopao" sa karborundumom #100, nakon čega je išlo fino brušenje i poliranje, naizmjence sa lećom gore i dolje za obje plohe. Leća ima rupu u sredini (odustao sam od newton varijante jer je za nju potrebno dosta veliko ravno zrcalo i dodatna mehanika za njegovo držanje i justiranje). Ovdje vidite početno bušenje rupe u disku, prije početka njegovog brušenja. Površina diska zaštićena je samoljepivom tapetom, a kruna za bušenje centrirana je uz pomoć alata za centriranje istokarenog od šperploće koji se ovdje ne vidi. Alat se natakne na samu leću i u sredini ima rupu promjera oko pola milimetra većeg od promjera krune za bušenje. Kad se uz pomoć tog alata započne rezanje rupe, nakon što kanal postane 2-3 mm dubok, alat se makne jer kanal dalje sam vodi krunu za bušenje. Disk je prvo zabušen sa obje strane tako da je u sredini ostalo 5-6 mm stakla, a rupa je završena nakon što je leća bila završena i kompletno ispolirana sa obje strane.

Kod brušenja su alati za brušenje unaprijed priređeni brušenjem na potrebnu zakrivljenost na metalnim kalatoma pa je leća uvijek bila gore, no kod poliranja je bilo potrebno dio posla odraditi sa lećom dolje. Za to sam ju zalijepio u metalni držač koji se stavljao na stroj za brušenje. Ovdje vidite postupak ljepljenja, pri čemu se metalni alat lagano zagrijava dok se ljepilo, koje stavimo u njega, ne rastopi. U tom trenu se na njega stavi leća, koja je istovremeno lagano zagrijana pištoljem na topli zrak. Nakon toga sve se ostavi na miru da se polagano ohladi na sobnu temperaturu. Treba raditi polagano da staklo ne pukne od naprezanja! Za ljepilo sam upotrijebio stari recept iz Twyman-ove knjige: 1 dio voska + 4 dijela kalofonija. Lako se izradi, lijepo lijepi i lako se čisti alkoholom.

Kad je leća potpuno ispolirana sa obje strane, odlijepljena i očišćena, dovrši se bušenje središnje rupe. Zadnji korak u izradi ove leće je izrada unutarnje fazete u samoj leći. Na stroj za brušenje stavljen je metalni konus sa kutem od oko 45 stupnjeva (optičari često koriste i kalote za brušenje, ali kod njih polumjer zakrivljenosti mora biti oko 1,5 puta veći od polumjera rupe, a takvu nisam imao), koji je namazan brusnim prahom. Leća se samo nježno spusti na njega i pridržava dok se konus okreče na stroju. Za minutu-dvije fazeta je gotova! Ovdje sam malo riskirao, i nisam izrađivao testne ploče već sam se uzdao u to da će plohe biti automatski ispolirane na sferni oblik.
Sa istom krunom sa kojom sam izrezivao središnju rupu u prednjoj leći sam od 8 mm stakla izrezao 6 ili 7 diskova koje sam upotrijebio za izradu male leće. Četiri diska upotrijebio sam da na stroju izradim udubljene alate za brušenje ploha leće. Mala leća promjera je oko 55 mm, što je malo veće od potrebnog, ali zato nisam brinuo o rubnim defektima plohe koje je kod tako malih ploka lako napraviti za vrijeme poliranja. To je najčešće onaj zloglasni spušteni rub. I ova je leća bikonveksna, s time da je jedan polumjer zakrivljenosti jako velik, 3047 mm, dok je drugi 118,1 mm.

Prvo sam grubo izbrusio plohu sa manjim polumjerom zakrivljenosti. Pri tome sam alat za brušenje povremeno popravljao sa njemu prepadajućim konveksnuim alatom. U principu bi se moglo raditi i direktno sa plohom leće na alatu, ali želio sam imati bolju kontrolu polumjera zakrivljenosti, bez da previše brusim samu leću. Ovdje vidite leću nakon brušenja sa grubim karborundumom #100. Tu naravno idu i kontrole rubne debljine, ali one se kod ovako male leće jako brzo mijenjaju, pa je najveći dio njenog usklađivanja napravljen sa finijim prahom #220.
Druga ploha ima vrlo veliki polumjer zakrivljenosti, pa je i alat za nju, a i sama ploha odmah brušena sa finijim prahom (#220). Nakon toga izmjerena je središnja debljina, koja je ispala znatno veća, čak 7,6 mm. To sam unio u program za optički dizajn, i provjerio da li smeta, ispalo je da ne, uz malo promijenjene polumjere zakrivljenosti. Te sam polumjere na kraju i izradio i leću ispolirao na stroju. Sve je išlo relativno brzo, a polumjeri zakrivljenosti su izašli do 0,5% od onih teoretskih.
Za potrebe testiranja izradio sam optičku cijev od ostataka starih teleskopa. Sam tubus je od debele pertinaks cijevi koja mi je stajala u kutu preko 40 godina, U nju sam jednostavno ubacio nosače prednje leće i mangin-ovog korektora. Prednja leća može se naginjati sa tri para vijaka, čime se može dovesti u okomiti položaj prema optičkoj osi. Uz to se može pomicati prema ili od manginove leće 5-6 mm, što je dovoljno za fino podešavanje razmaka ta dva optička elementa. Mangin leća ima nosač koji leži središnjoj kuglici i koji se pomoću tri vijka može isto tako justirati.
Treća leća leži u nosaču koji je učvrščem na prednju leću, i u koji se može naviti nosač kamere (standardni T2 navoj). Ovim nosačem može se fino izoštravati slika, no nedostatak mu je da kamera rotira zajedno sa njime.
Prije sastavljanja instrumenta zadnju stranu mangin-ove leće sam posrebrio. Kako to ide, opisano je u tekstu o posrebrivanju. Sloj je ispao jako dobro, pogotovo "unutarnja" strana koja reflektira svjetlo.
Nakon mnogo igranja pod noćnim nebom, prvo sa ASI290MC kamerom, a kasnije sa EOS M100 digitalnim fotoaparatom, uspio sam donekle najustirati cijeli sistem. Pokazalo se da je preciznost mehanike ovdje kritična, i sad slijedi njeno dotjerivanje, kad uspijem nabaviti aluminij ili sličan materijal za izradu nosača mangin leće (trenutno je od šperploče!), i barem nekog boljeg sistema za izoštravanje koji neće rotirati kameru.

Jedna od prvih test snimaka noćnog neba. Koristio sam EOS M100 digitalni fotoaqparat na ISO 3200 a slika je osvijetljena 10s. Nije dodatno obrađivana, osim što je 2x binan-a (1 piksel je 7,5 mikrometara). Maglica u blizini središta slike je M57. Svjetla, čak i sa tom kamerom ispred svega, ima u izobilju.
A što reći o svemu? Volio bih da su zvijezde malo kompaktnije, no za prvi test i nije tako loše. Slika pokazuje malu nagnutost čipa prema ravnini slike i nešto zaostalog astigmatizma kod sjajnijih zvijezda, koji definitivno dolazi od nedovoljno sfernih ploha (moguće i od nehomogenog stakla ili sl., ali to je teško utvrditi bez ozbiljne opreme za testiranje). Nisam uspio dobiti puno bolju sliku, a razlog nije optika nego nedovoljno točna mehanika. Sad razmišljam što i kako popraviti, odn. napraviti bolje, a jedan od prvih kandidata je bolji prihvat kamere s mehanizmom za fino izoštravanje koji neće rotirati kameru. Trenutno je kamera preko adaptera spojena na cijev sa T2 navojem koji ulazi u nosač treće leće, pa se kod svakog pomaka rotira. To toliko sludi analizu slike da sam odustao od daljnjih pokušaja justiranja dok ne riješim fokusiranje.
Na rubovima slike se primječuje nešto zasjenjenja (vinjetiranja) ali ništa što dobar flat ne bi mogao riješiti. Podsječam da je kamera dizajnirana za vidno polje od oko 22 mm, a čip EOS-a je 14,9x22,3 mm, dakle kutevi ispadaju izvan područja optimalne slike.